

時間がでけたのでレーザー加工機のテストだ。
煙が出るんでパソコンをガレージに持ち込んでやる。
Gコードで動かしてみたいのねん。
ネット情報を参考に、Incscapeに「J Tech Photonics Laser Tool」というプラグインを入れてみた。
これを使うとGコードを出力してくれるとのこと。
四角のSVGを使ってやってみたらこんなコードが出力された。
—
M05 S0 ;レーザーオフ
G90 ;絶対座標設定
G21 ;単位設定 (mm)
G1 F3000 ;フィードレート設定(3000mm/min)
G1 X0.0941 Y0.094 ;移動 (00, 00)
G4 P0 ;待機 ※前のコマンドが全て実行されるまで
M03 S225 ;レーザーオン (22.5%)
G4 P0 ;待機 ※前のコマンドが全て実行されるまで
G1 F750.000000 ;フィードレート設定 (750mm/min)
G1 X9.7558 Y0.094 ;移動 (10, 00)
G1 X9.7558 Y9.756 ;移動 (10, 10)
G1 X0.0941 Y9.756 ;移動 (00, 10)
G1 X0.0941 Y0.094 ;移動 (00, 00)
G4 P0 ;待機 ※前のコマンドが全て実行されるまで
M05 S0 ;レーザーオフ
G1 F3000 ;フィードレート設定(3000mm/min)
G1 X0 Y0 ;移動 (00, 00)
—
後ろのコメントは付け足してるよ。
普通に素直な感じがするんでこのまま行けるんじゃない?
VigoEngraverL7に食わせたらいきなり動き出した!
おおおぉー、ちゃんと書けてるじゃないかい!
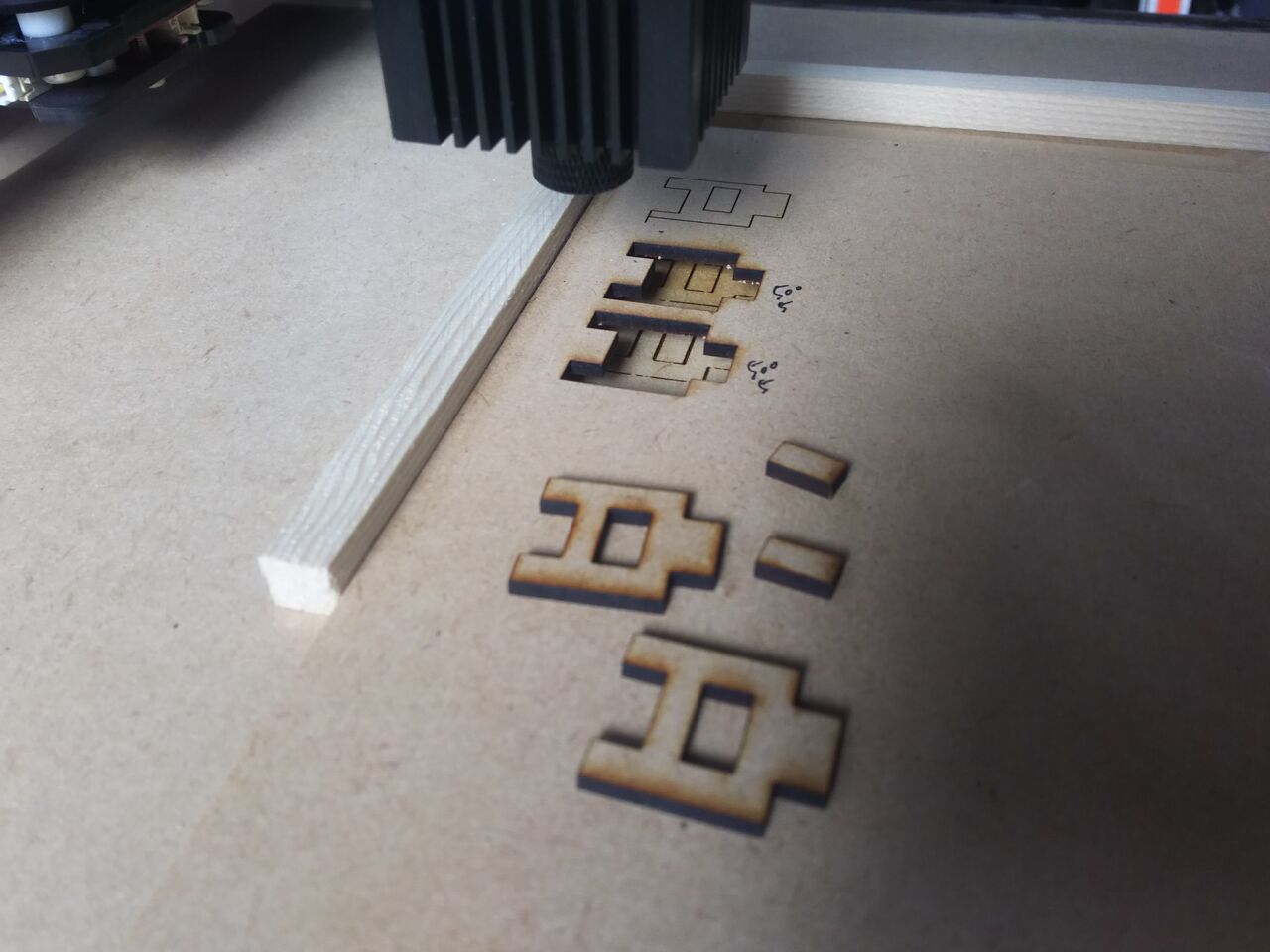
5.5ミリのMDFをカットしたいんだぁー、とテストを繰り返す。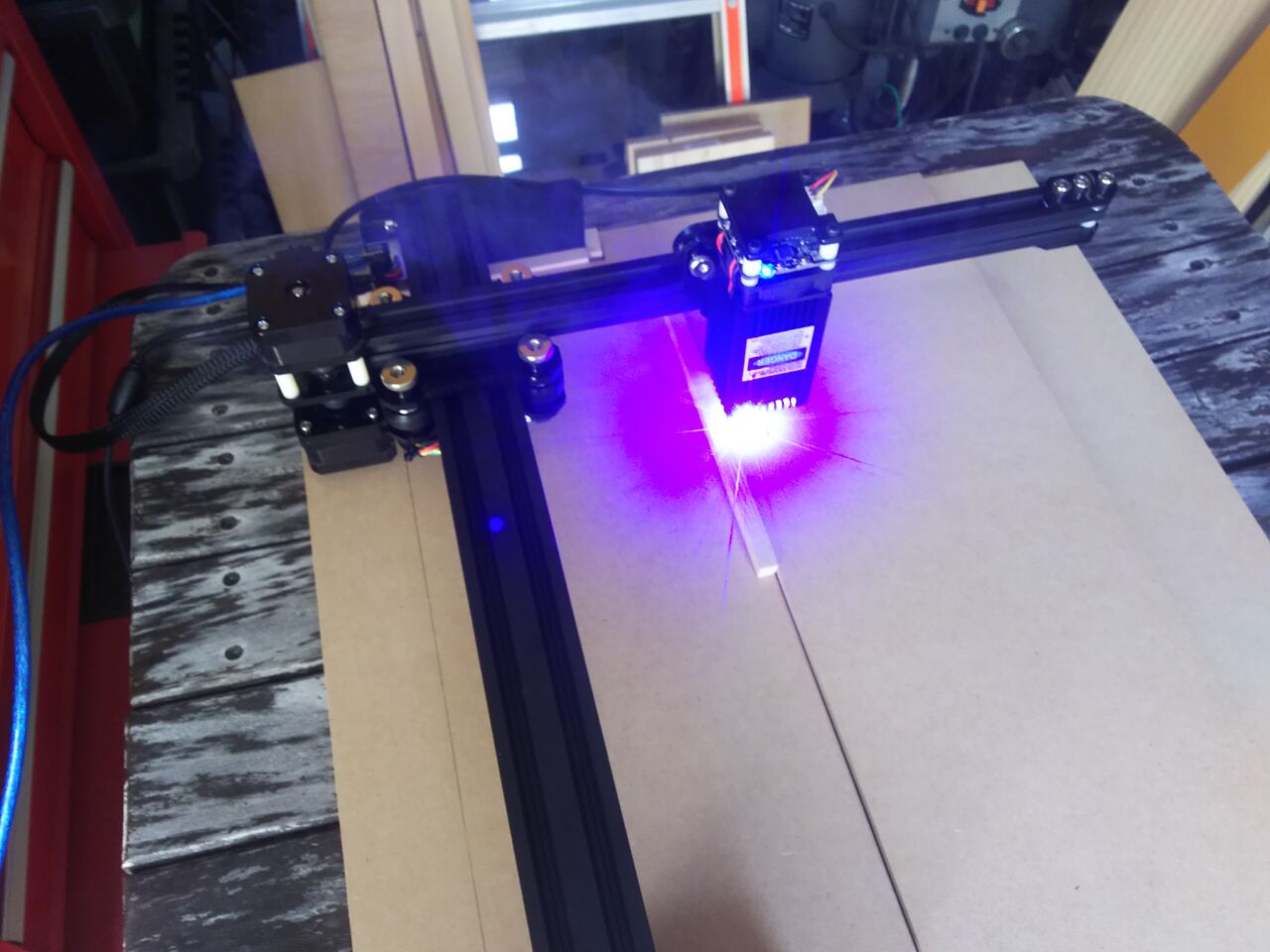
くっそー、くりぬけん!
30回繰り返してもくりぬけん!
あれ、でも部分的に貫通してるような跡があるね。
端っこ使ってカットの深さを確認してみる。
お、結構いけてんじゃない?
レーザーの焦点があっとらんかったのかも。
再びチャレンジ!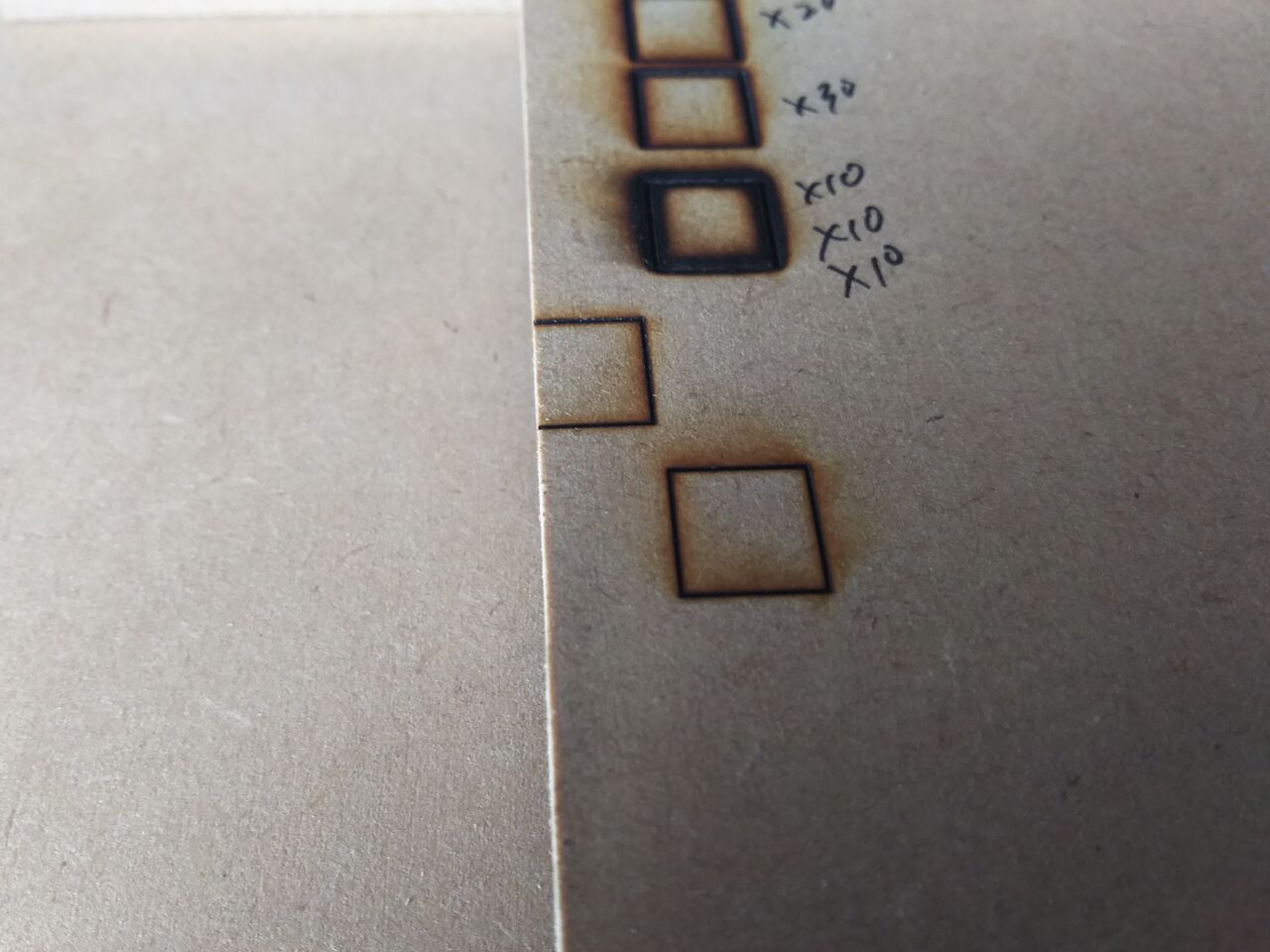
お、ほぼいけたか?
力技でいけたぜ!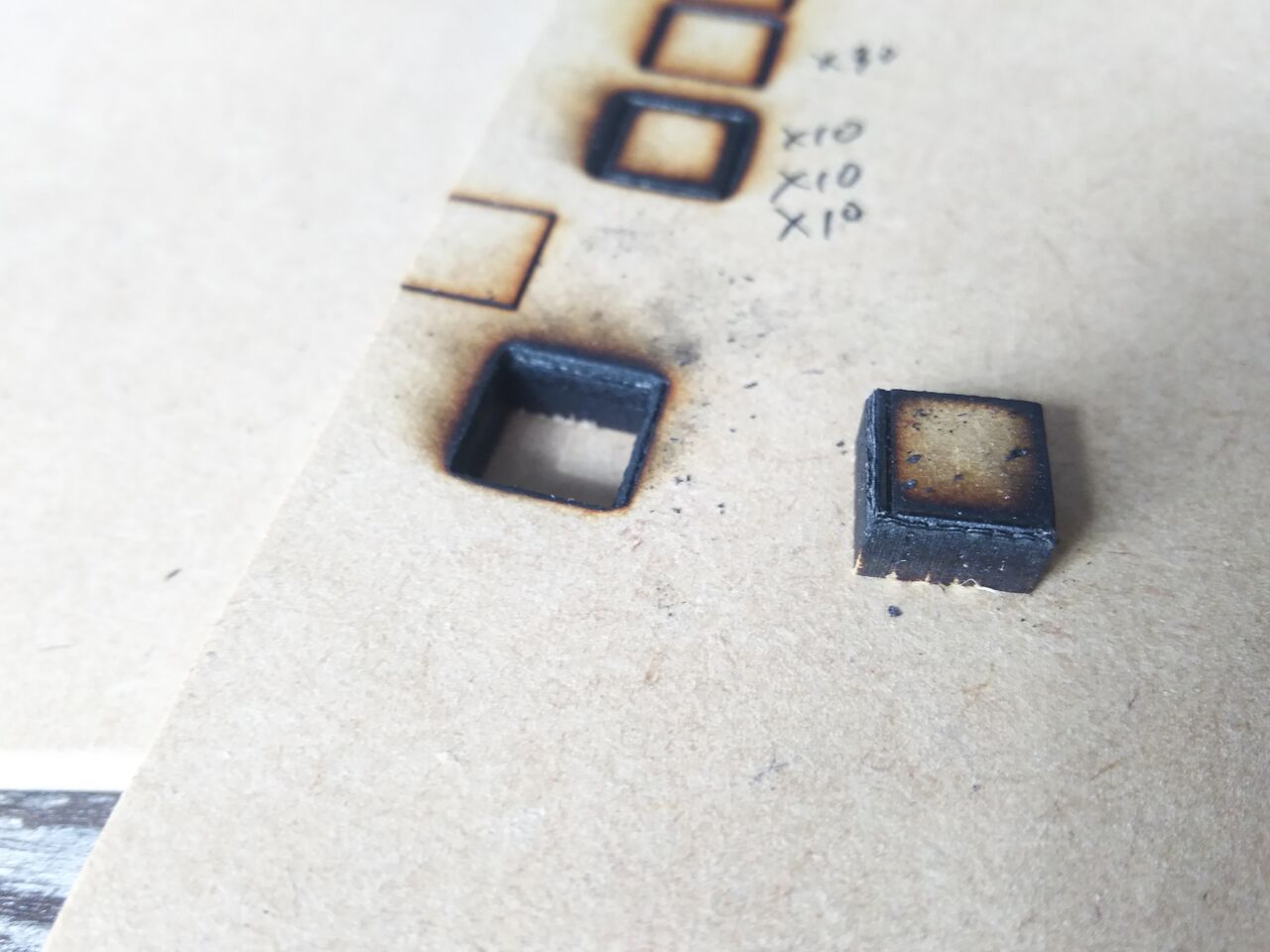
途中で材がちょっとズレちゃったんでキタナイ。
再びやり直してくりぬけたぜ!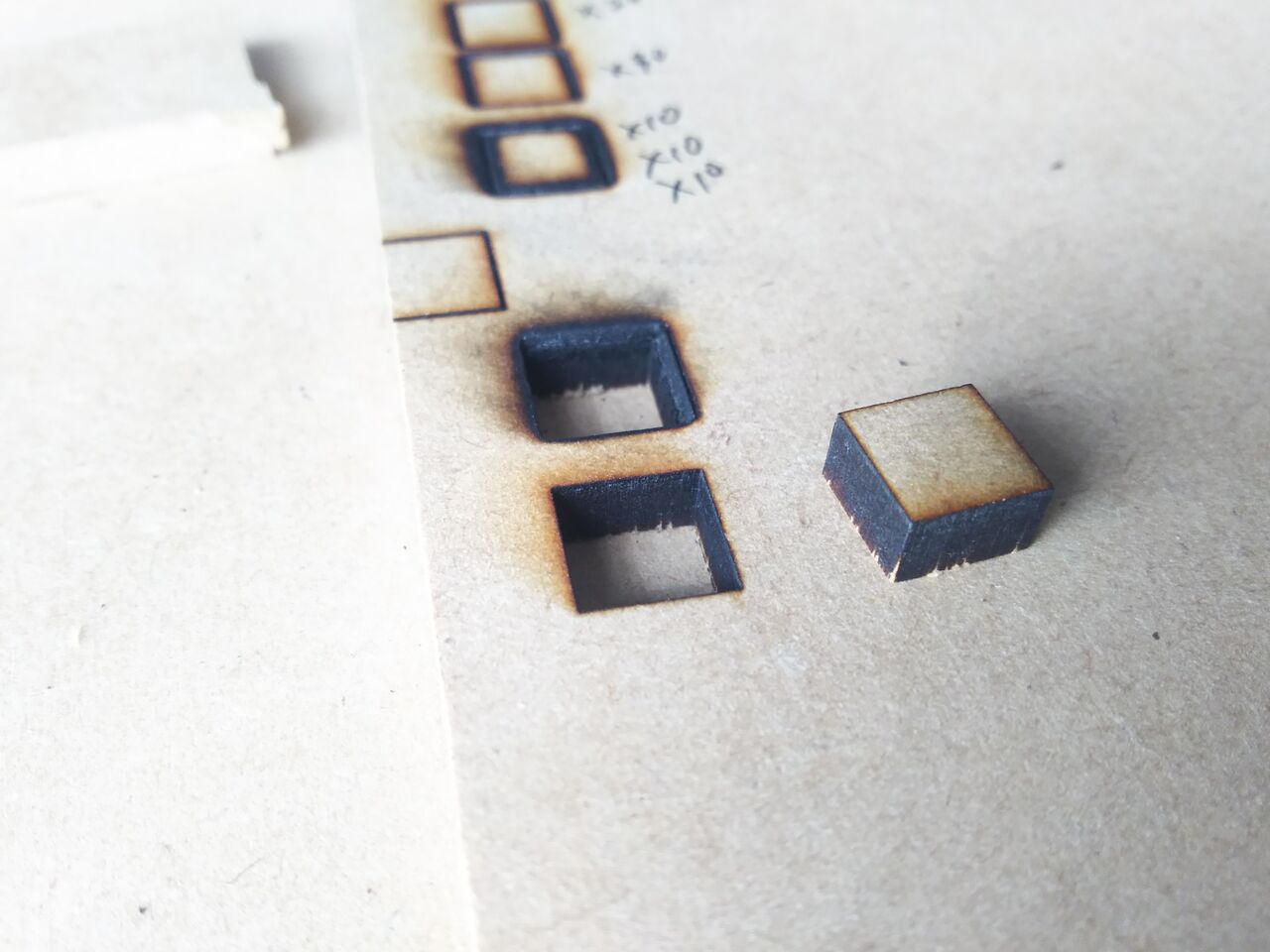
焦点がキッチリ合ってれば10回くらいでいけるみたい。
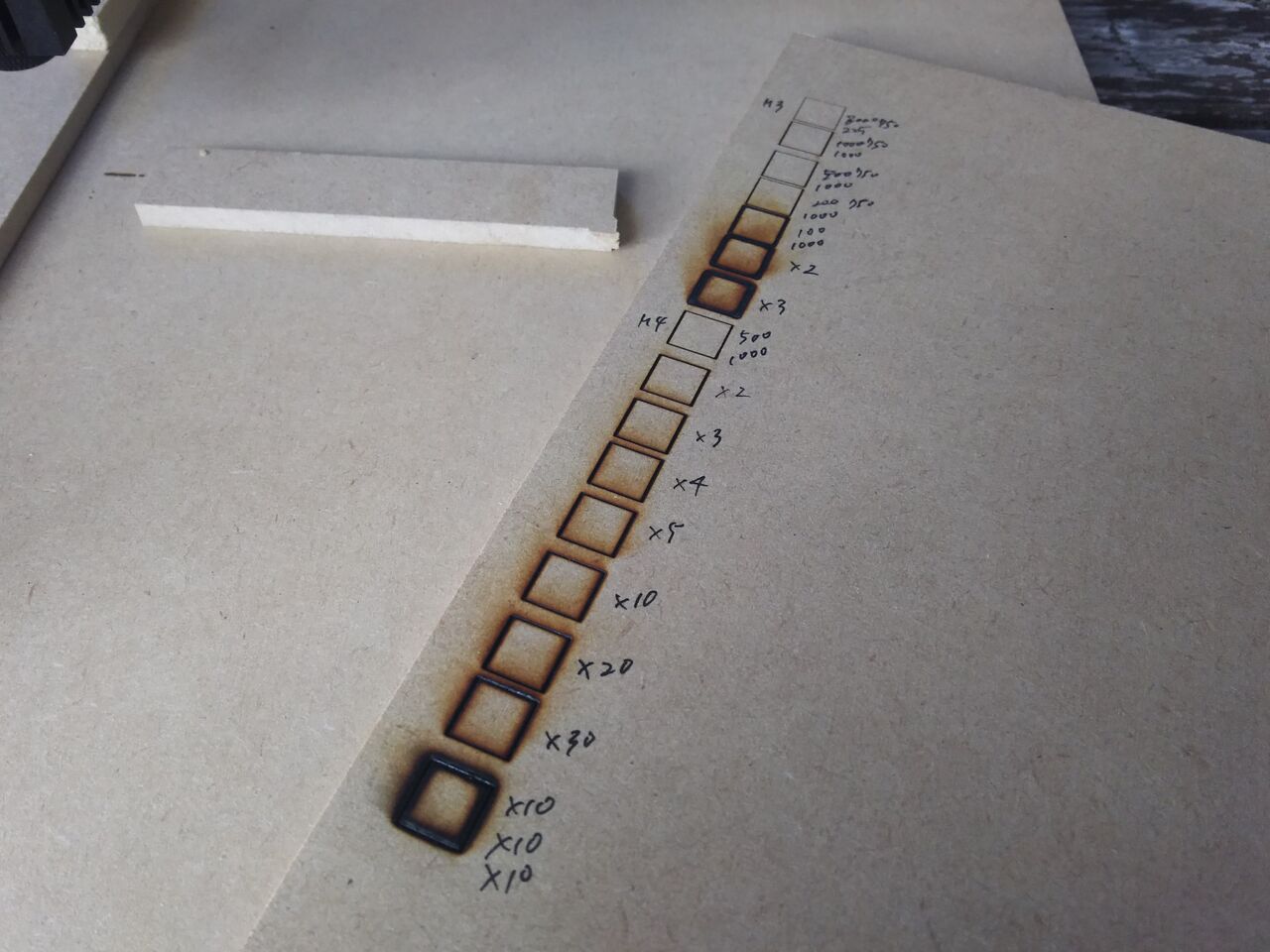
今度はテストパターンで試してみる。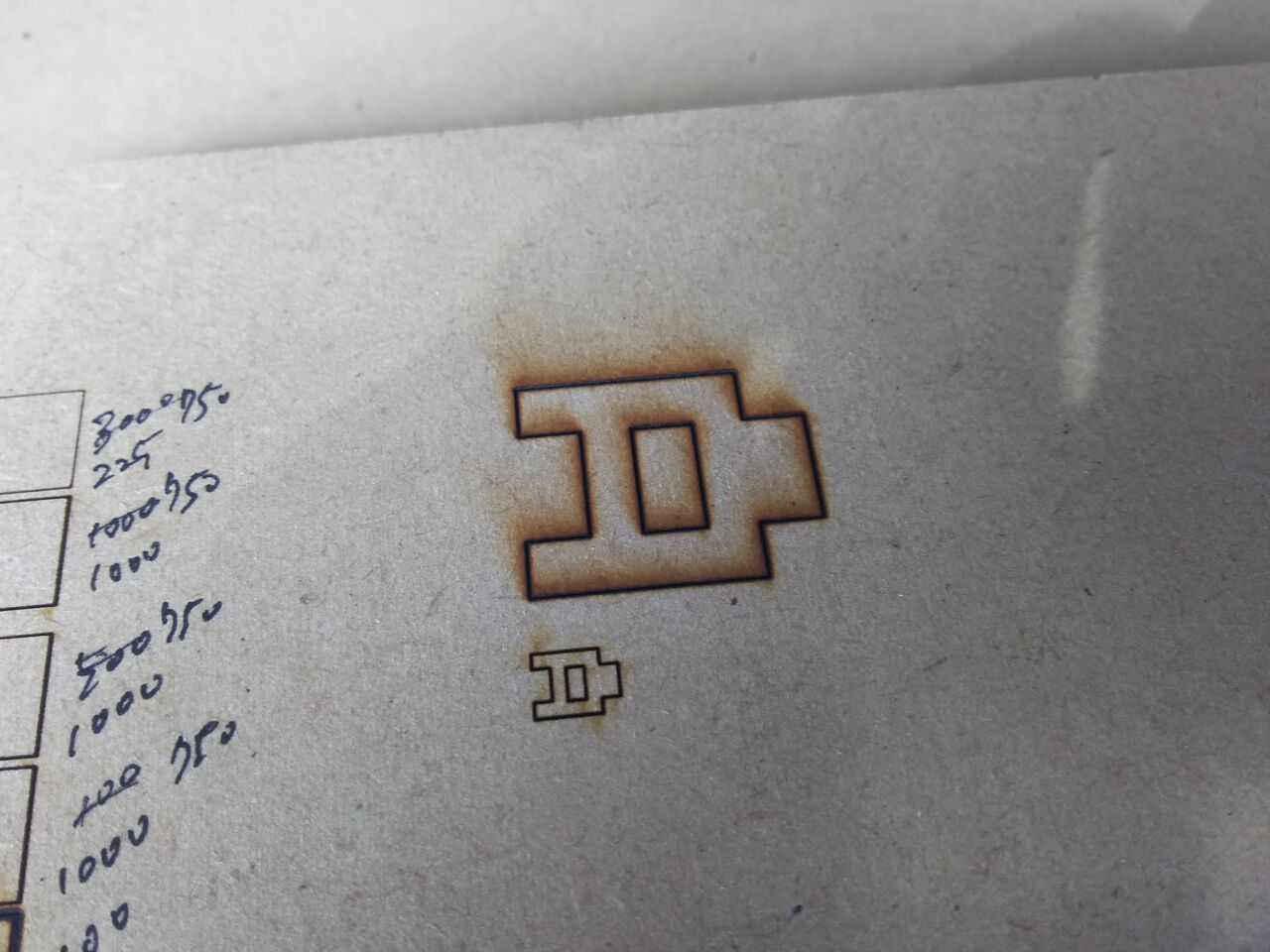
もうちょいな感じ。
力技でもくりぬけない。
何度かためしてちょっと壊れたけど抜けた!
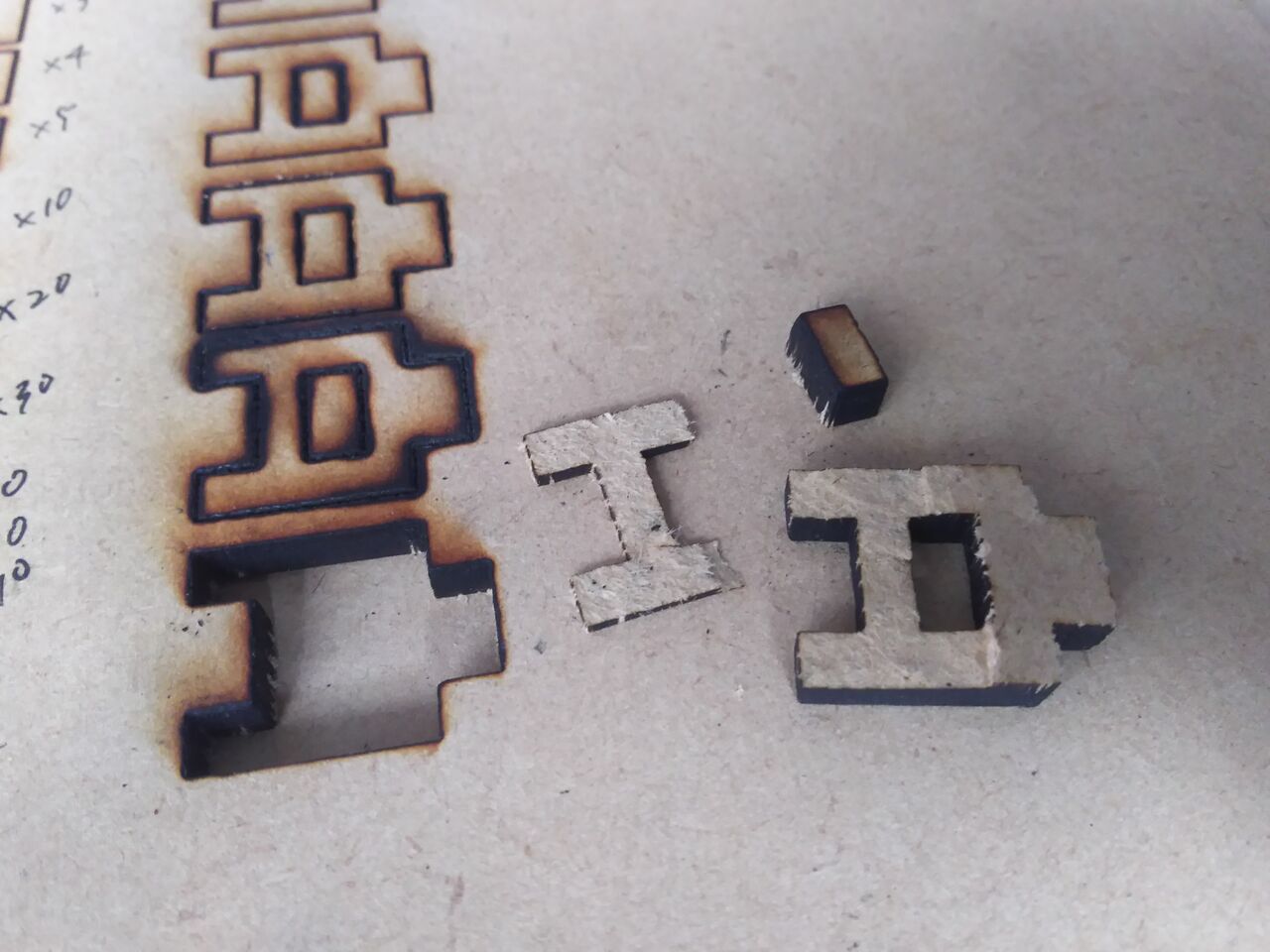
再びチャレンジして力技で抜けた!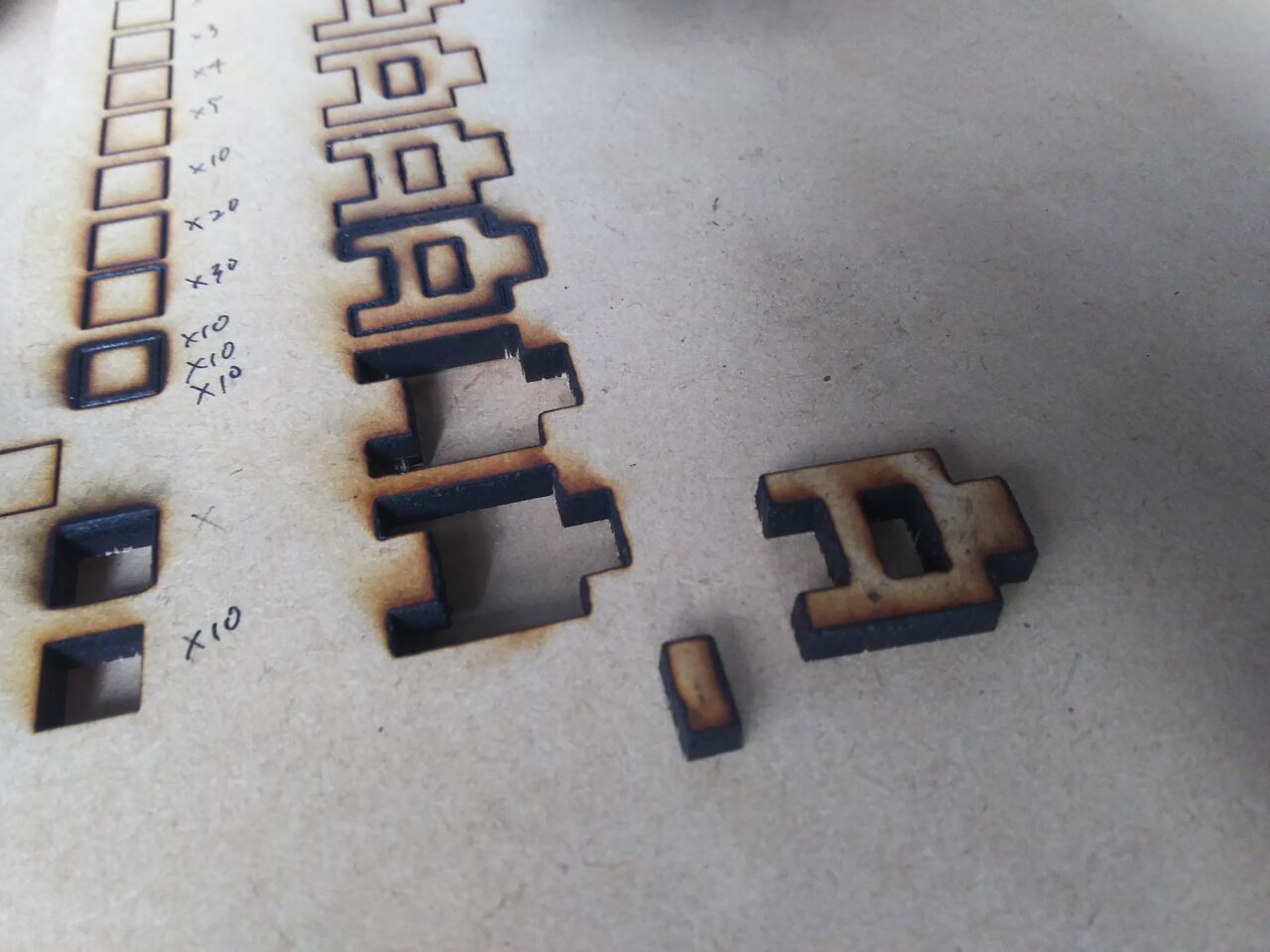

サイズをはかってみたら、なぜか全体的にちょっと小さい。。。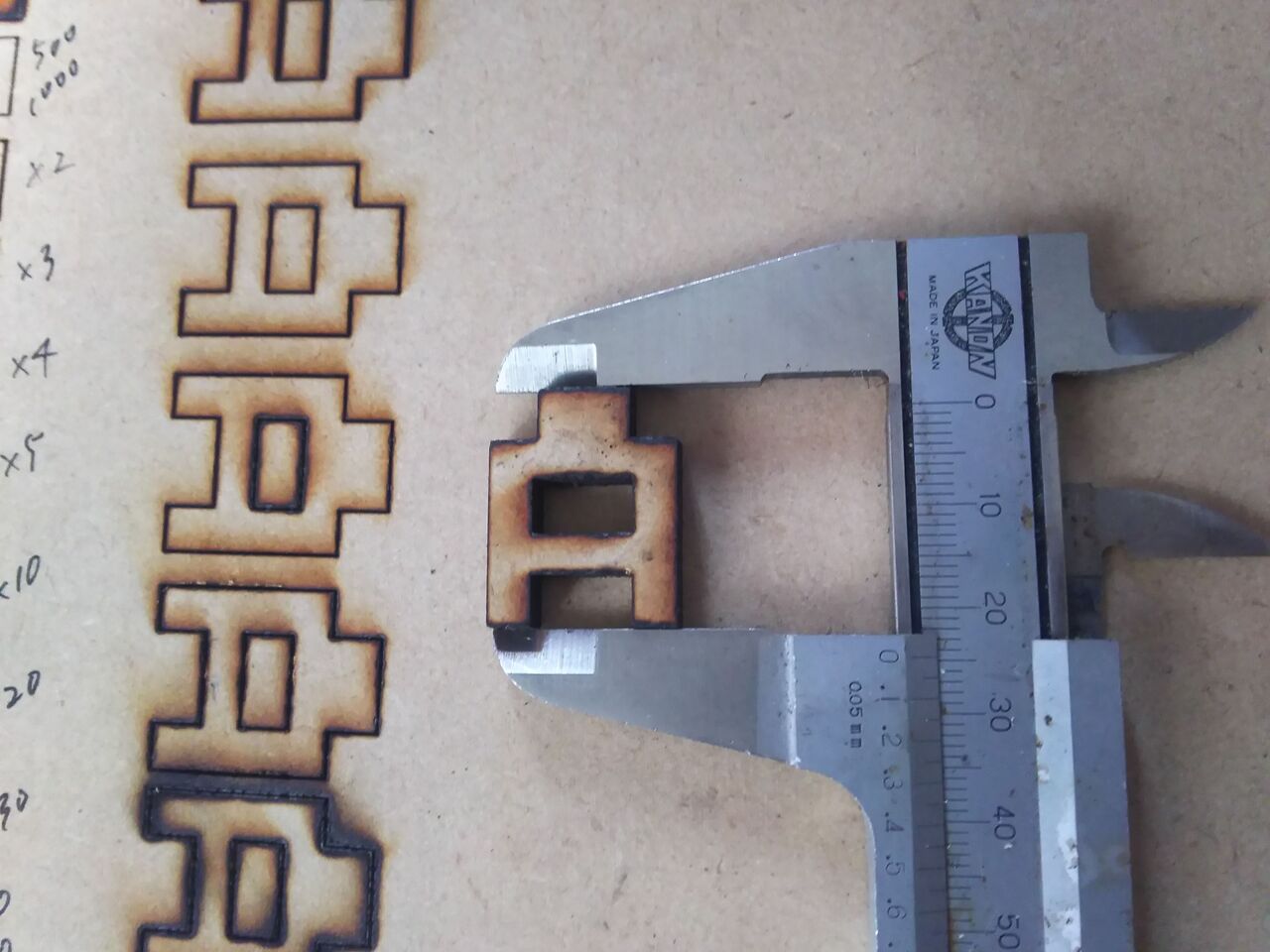
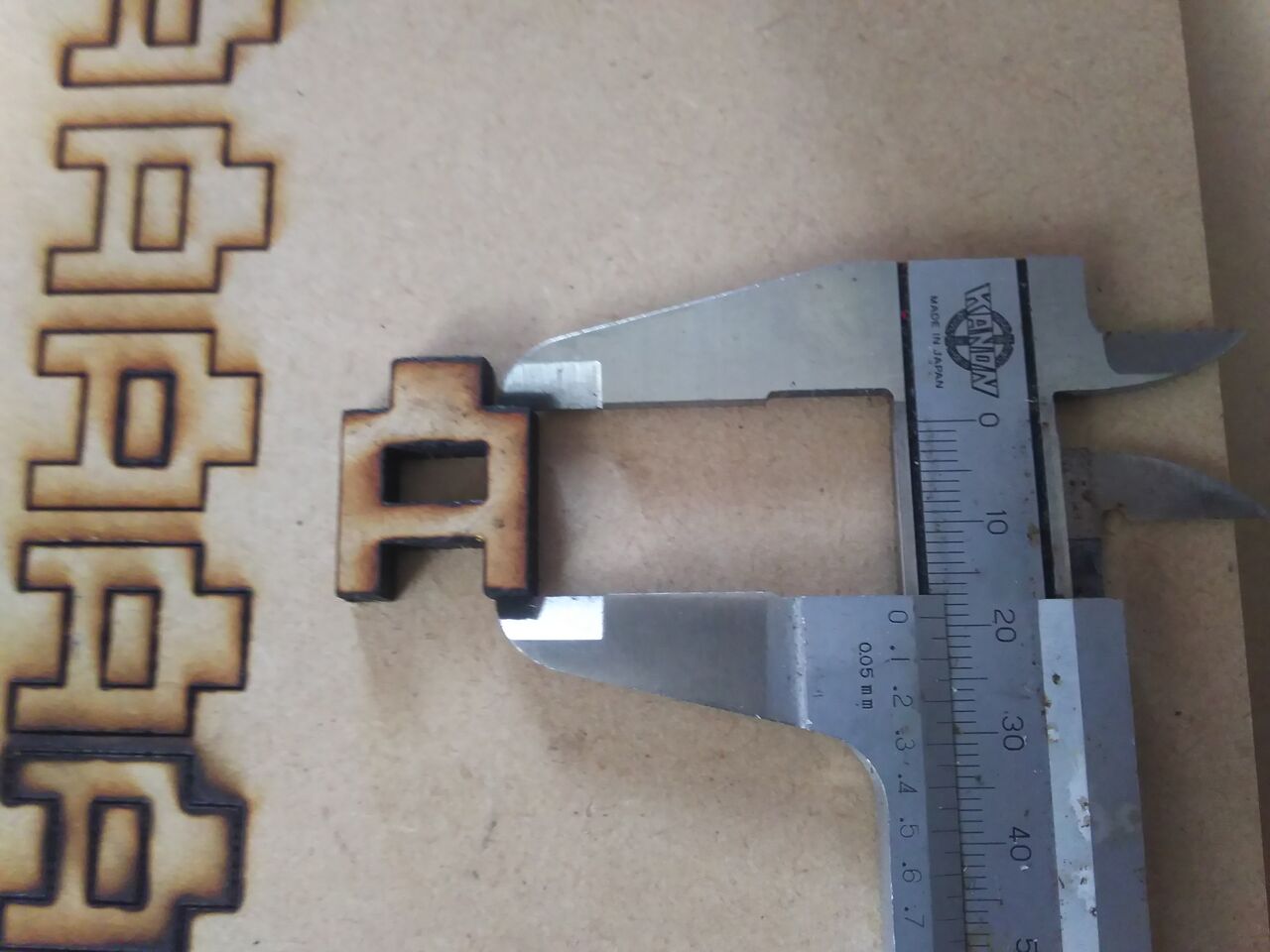



あれれ、四角は10ミリのはずなんだけど、7ミリくらいしかないなぁ。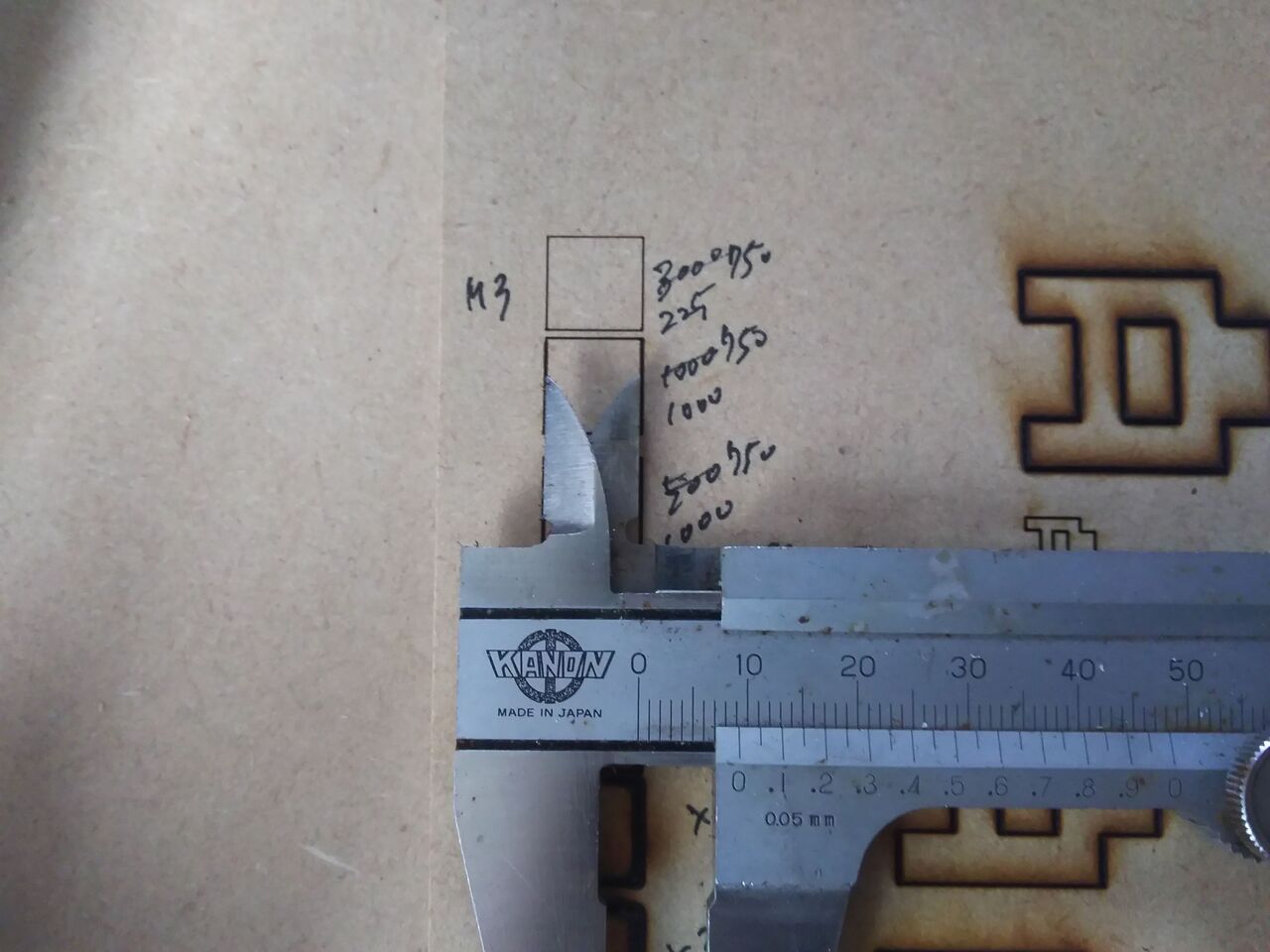
これは後で調べてみることにする。
後日追記ここから —
その後、別のテストしたらサイズはちゃんとしてた。
なぜこの時サイズがおかしかったのかの原因はわからないけど。。。
後日追記ここまで —
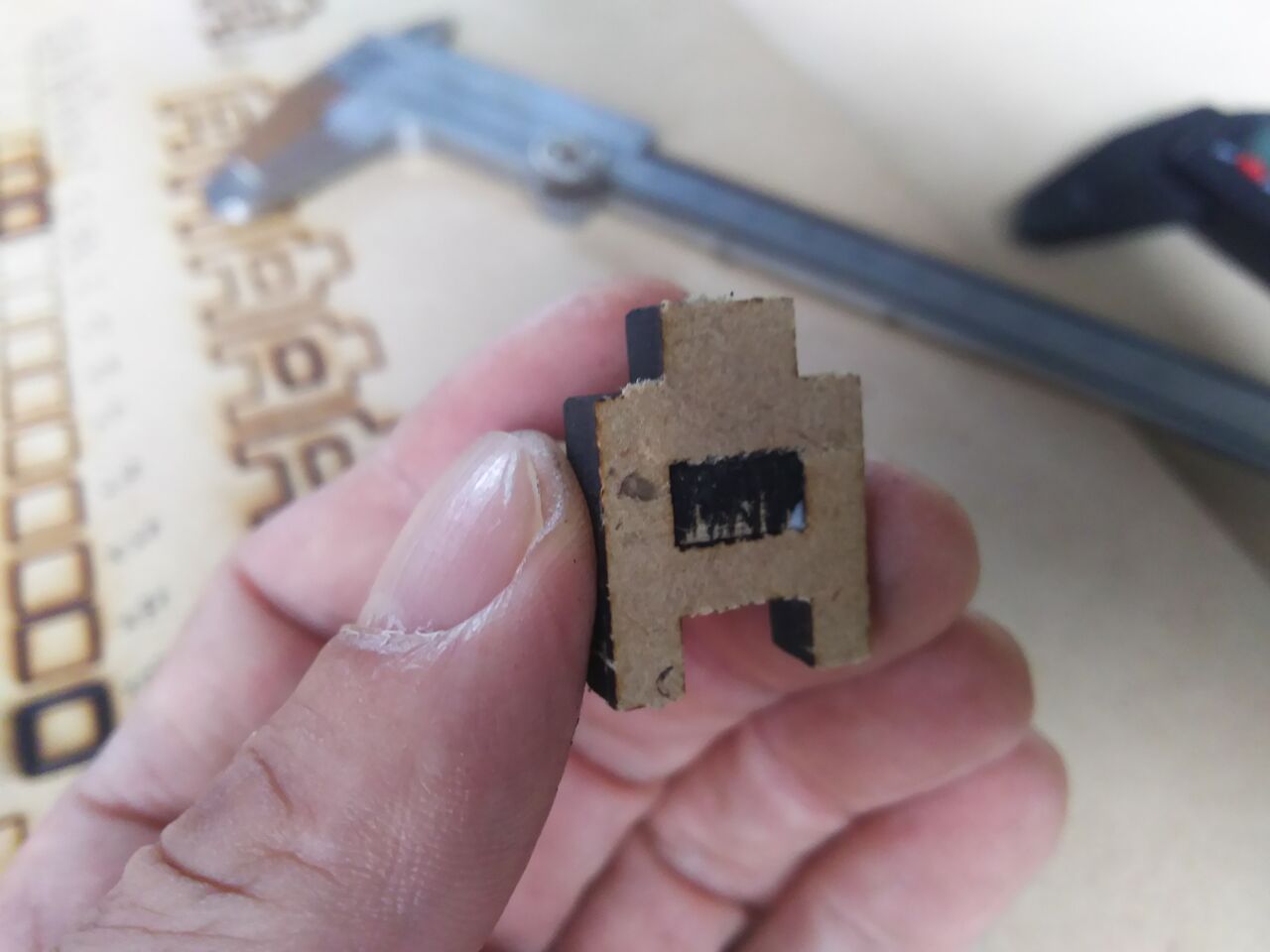
組み立てる分にはバッチリだった。

ちなみに、2.5ミリのMDFでやってみたら4回くらいで抜けた。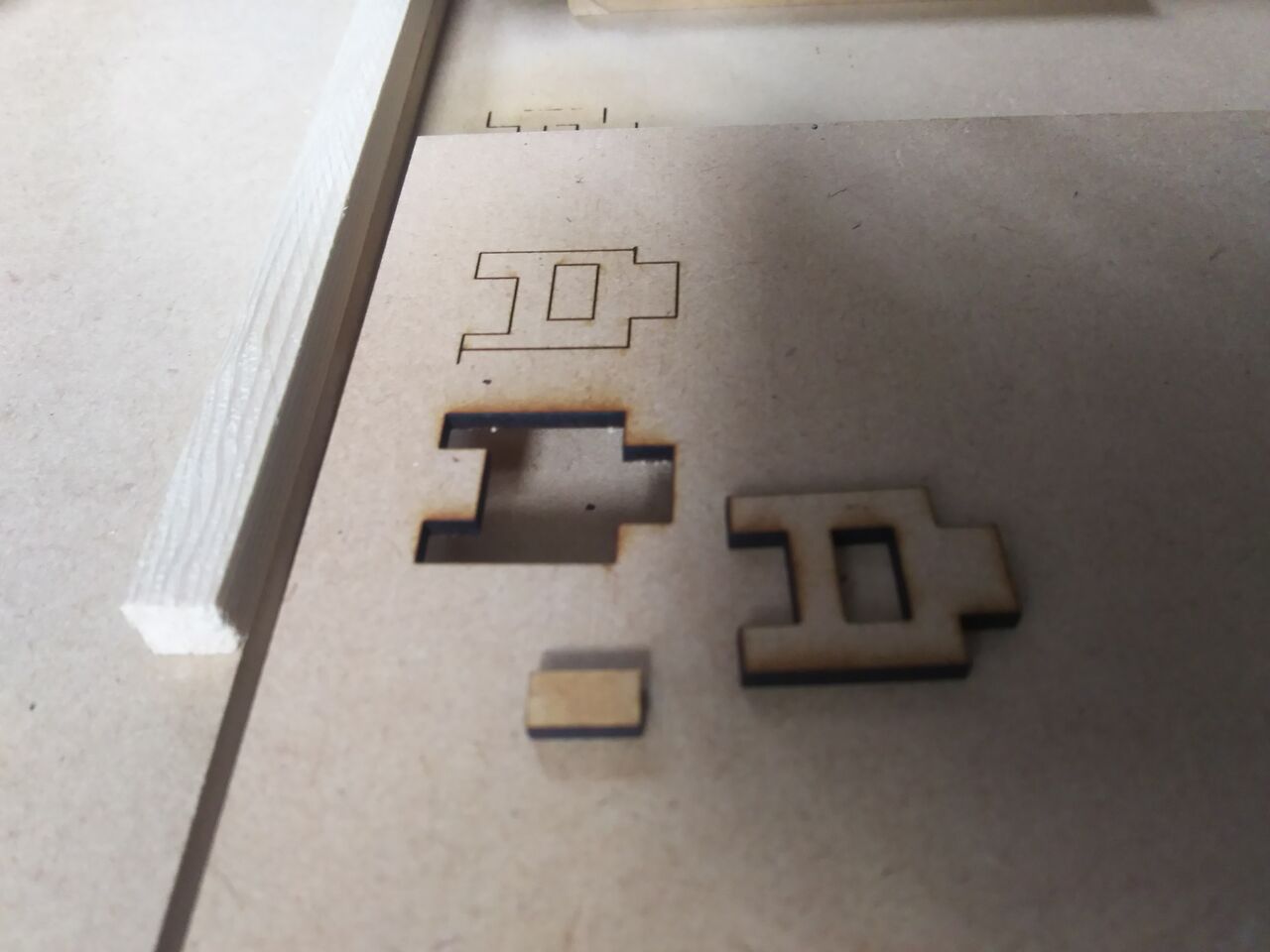
うーん、5.5ミリを抜きたいんだよなぁー。
裏面からもカットするとかせんと素直に抜けんかもね。
台は既にこんな感じで汚れちゃってる。(笑)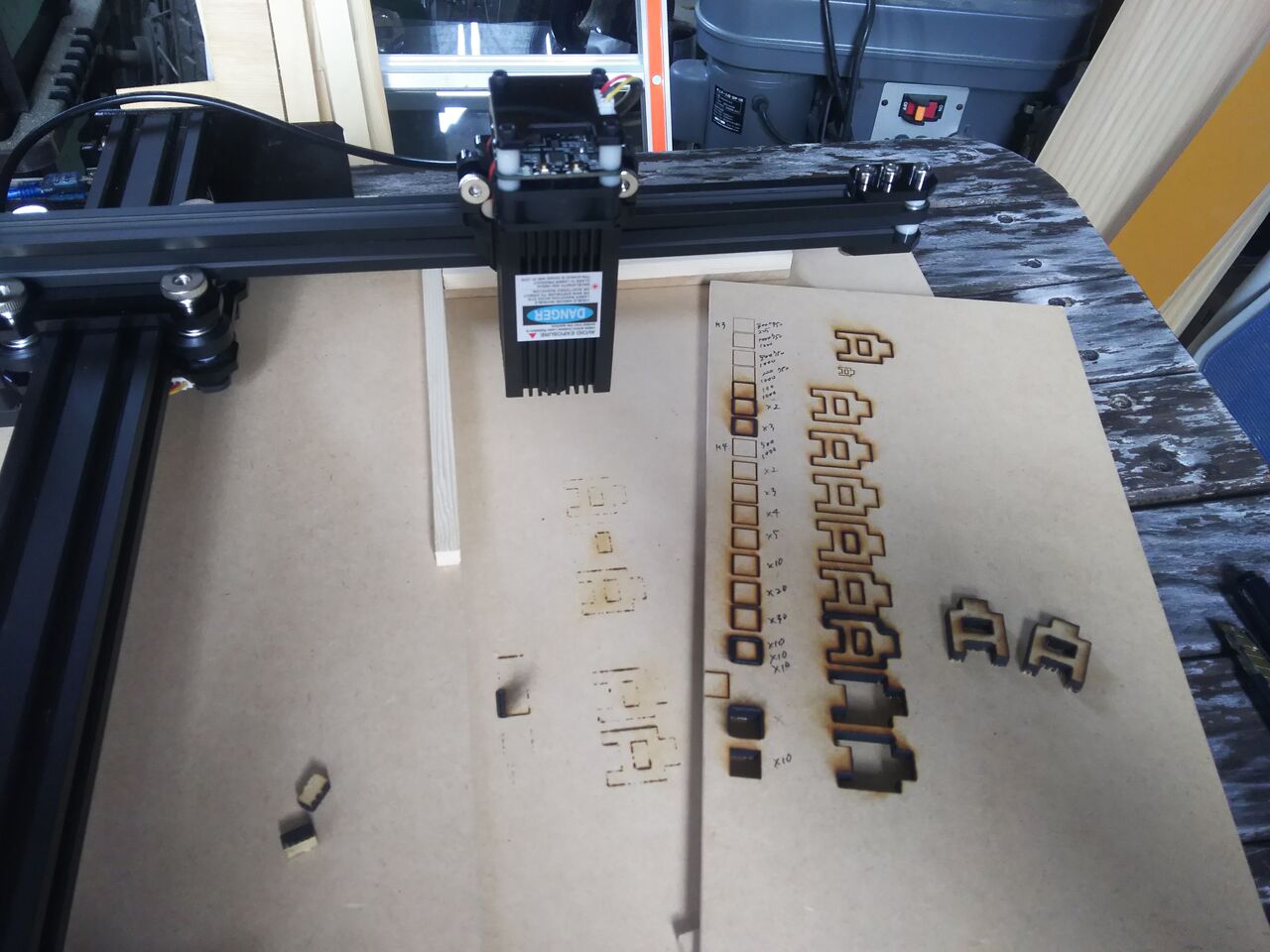
ちなみに、GコードのレーザーオンはM03じゃなくってM04でもちゃんと動いた。
M04として正しく動いてるのかどうかはわかんないけどね。
まぁ、まったく無理ではなさそうなことがわかったので、もうちょい工夫してみよう。
—


コメント